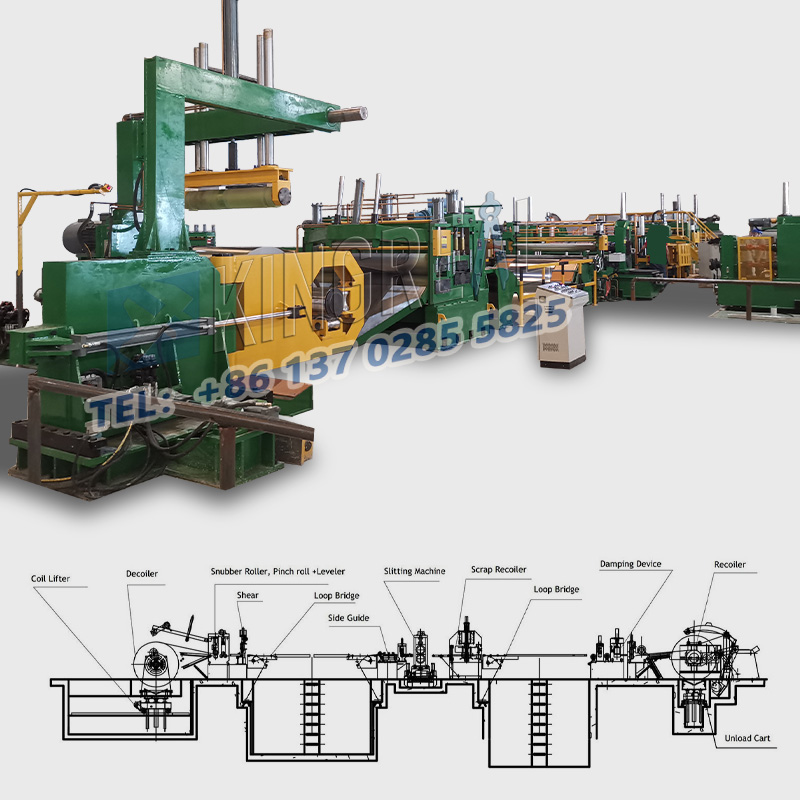
သတ္တုဖြတ်စက်များအဓိကအားဖြင့် သတ္တုအလိပ်များကို ကျဉ်းမြောင်းသော အမြှေးပါးများအဖြစ် ဖြတ်တောက်ရန်အတွက် သတ္တုလုပ်ငန်းတွင် တွင်ကျယ်စွာ အသုံးပြုကြသည်။ သို့ရာတွင်၊ လက်တွေ့လုပ်ဆောင်မှုတွင်၊ သတ္တုအဆက်ဖြတ်သည့်လိုင်းများသည် မူမမှန်မှုအမျိုးမျိုးကို ကြုံတွေ့ရနိုင်ပြီး လုပ်ငန်းစဉ်ထိရောက်မှု သို့မဟုတ် ပစ္စည်းစွန့်ပစ်မှုကို လျော့ကျစေသည်။ KINGREAL STEEL SLITTER ၏ ဤဆောင်းပါးသည် သတ္တုဖြတ်စက်များနှင့် ကြုံတွေ့ရလေ့ရှိသော လုပ်ငန်းလည်ပတ်မှုဆိုင်ရာ ပြဿနာများကို ဖြေရှင်းပေးမည်ဖြစ်ပြီး အသုံးပြုသူများအား ၎င်းတို့၏ သတ္တုအညှပ်လိုင်းများကို ပိုမိုကောင်းမွန်စွာအသုံးချနိုင်စေရန် ဆက်စပ်ဖြေရှင်းချက်များကို ပံ့ပိုးပေးမည်ဖြစ်ပါသည်။
1.1 Coil ခေါက်သိမ်းခြင်း။
လှီးဖြတ်ပြီးနောက်၊ သံမဏိကွိုင်ကို ရစ်ပတ်မှ ဖယ်ရှားလိုက်သောအခါ၊ ၎င်းသည် မကြာခဏ ပြိုကျပြီး ဘဲဥပုံသဏ္ဍာန် ဖြစ်လာသည်။ ဤဖြစ်စဉ်အတွက် အဓိကအကြောင်းရင်းမှာ အကွေ့အကောက်များသော လုပ်ငန်းစဉ်အတွင်း တင်းမာမှုမလုံလောက်ခြင်း၊ သို့မဟုတ် သံမဏိအမြှေးပါးမျက်နှာပြင်ပေါ်တွင် သံချေးတက်ခြင်းမှ ကာကွယ်သောဆီများရှိနေခြင်း၊ အလွှာများကြားတွင် လုံလောက်သော ပွတ်တိုက်မှုကို တားဆီးပေးခြင်းဖြစ်ပါသည်။ ဤပြဿနာကိုဖြေရှင်းရန်၊ အောက်ပါအစီအမံများကိုပြုလုပ်နိုင်သည်။
1.1.1 ကွိုင်ပုံပျက်ခြင်းကို ကာကွယ်ရန် အကွေ့အကောက်များသော လုပ်ငန်းစဉ်အတွင်း လုံလောက်သော တင်းအားကို အသုံးပြုကြောင်း သေချာပါစေ။
1.1.2 ဆီကင်းစင်ကြောင်း သေချာစေရန် သံမဏိပြားမျက်နှာပြင်ကို ပုံမှန်စစ်ဆေးပါ၊ ထို့ကြောင့် အလွှာများကြား ပွတ်တိုက်မှုကောင်းစေပါသည်။
1.2 မညီညာသော သံမဏိကွိုင်အစွန်းများ
မညီညာသော စတီးကွိုင်အစွန်းများသည် အဓိကအားဖြင့် အောက်ပါအချက်များကြောင့် ဖြစ်တတ်ပါသည်။
1.2.1 ညံ့ဖျင်းသော တင်းမာမှု- အကွေ့အကောက်၏အစတွင် အားနည်းသော တင်းမာမှုနှင့် အကွေ့အကောက်အဆုံးတွင် ပြင်းထန်သော တင်းမာမှုသည် မညီညာသော အကွေ့အကောက်များကို ဖြစ်စေသည်။ ယင်းကိုရှောင်ရှားရန်၊ အကွေ့အကောက်၏အစတွင်တင်းမာမှုကိုတိုးမြှင့်ပြီးအဆုံးတွင်လျှော့ချသင့်သည်။
1.2.2 မညီညာသော တင်းမာမှု ဖြန့်ဝေခြင်း- သံမဏိအစွန်းကို ဖြောင့်တန်းစွာ မဖြတ်ပါက သို့မဟုတ် ဖြတ်တောက်စဉ်အတွင်း သံမဏိအမြှေးပါး၏ ထိပ်စွန်းသို့ ကုပ်ကုပ်များ ကိုက်ပါက၊ ၎င်းသည် မညီမညာသော တင်းမာမှုကို ဖြစ်ပေါ်စေပါသည်။ လည်ပတ်မှုမပြုမီ၊ တင်းကျပ်မှုဖြစ်စေရန် အဆက်ဖြတ်သည့်အပိုင်းကို ရစ်ပတ်၏မျက်နှာပြင်နှင့် တင်းတင်းကြပ်ကြပ် ချိတ်ထားကြောင်း အတည်ပြုပါ။
1.2.3 Loop Pit တွင် တုန်ခါမှု- သံမဏိအကန့်သည် စက်ဝိုင်းတွင်းရှိ ဘေးမှတစ်ဖက်သို့ တုန်လှုပ်သွားကာ သေးငယ်သော လမ်းညွှန်ဒလိမ့်တုံးများကို မှန်ကန်စွာ မပြင်ဆင်ပါက၊ ၎င်းသည် မညီမညာသော အကွေ့အကောက်များ ဖြစ်ပေါ်ကာ တင်းကျပ်မှုပန်းကန်ထောင့်ကို အပြောင်းအလဲဖြစ်စေနိုင်သည်။ တုန်ခါမှုကို လျှော့ချရန်အတွက် သံမဏိပြားမျက်နှာပြင်ကို ဆက်သွယ်ရန် ကွင်းပတ်တွင်းပြီးနောက် ကော်ဇော သို့မဟုတ် ခံစားချက်ကို အသုံးပြုနိုင်ပြီး လမ်းညွှန် roller ငယ်များကို ပြုပြင်သင့်သည်။
1.2.4 Burr မျိုးဆက်- ကျဉ်းမြောင်းသော သံမဏိပြားများအတွက်၊ ဖြတ်တောက်စဉ်အတွင်း နှစ်ဖက်စလုံးရှိ ကြီးမားသော burr သို့မဟုတ် မညီညာသော burr များသည် မညီမညာဖြစ်နိုင်သည် ။ ဤပြဿနာကို ထိထိရောက်ရောက်ကာကွယ်နိုင်စေရန် သံမဏိအမြှေးပါးများကို အပေါ်ဘက်သို့မျက်နှာမူထားသော burrs ဖြင့်လှန်ရန် အကြံပြုထားသည်။
လှီးဖြတ်ပြီးနောက်၊ သံမဏိပြားသည် ဘေးတိုက်ကွေးခြင်းကဲ့သို့ ပုံပျက်သွားနိုင်သည်။ အကြောင်းပြချက်များသည် အလွန်ရှုပ်ထွေးသည်-
2.1 မညီညာသော Shear Gap-
ဂရန်သတ္တုဖြတ်စက်ခုတ်ထစ်ပခုံးပေါ်ရှိ မမှန်ကန်သော ကိုးကားအချက်များ၊ ဖြတ်ညှပ်ရှပ် ဝက်ဝံ၏ အလွန်အကျွံ axial clearance၊ သို့မဟုတ် spacer တွင် အမှားအယွင်းများ သို့မဟုတ် ၎င်း၏အထူများအားလုံးသည် မညီမညာသော shear ကွာဟမှုကို ဖြစ်ပေါ်စေနိုင်ပြီး ပုံပျက်ခြင်းကို ဖြစ်ပေါ်စေပါသည်။ ၎င်း၏ပုံမှန်လည်ပတ်မှုသည် ဤအခြေအနေကို ထိထိရောက်ရောက်ကာကွယ်နိုင်စေရန် သေချာစေရန် သတ္တုအလျားလိုက် ကြိုးကို ပုံမှန်စစ်ဆေးခြင်းနှင့် ချိန်ညှိပေးခြင်း။
2.2 ပစ္စည်းအထူ ကွဲလွဲမှု-
ကျယ်ပြန့်သောပစ္စည်း၏ အလယ်နှင့် အစွန်းပိုင်းများကြား အထူကွာခြားမှုသည် အထူးသဖြင့် လှိမ့်ထားသောပစ္စည်းများတွင် အဖြစ်များသောပြဿနာတစ်ခုဖြစ်သည်။ သတ္တုဖြတ်တောက်ခြင်းမျဉ်း၏ တိကျမှုနှင့် ချိန်ညှိမှုနည်းပညာများ ကွဲပြားမှုများကြောင့် မတူညီသော ထုတ်လုပ်သူမှ ပစ္စည်းများ၏ အထူကွဲပြားမှုများလည်း ကွဲပြားပါသည်။ မလုပ်ဆောင်မီ အထူစမ်းသပ်ခြင်းနှင့် အမှန်တကယ်အထူကွာခြားမှုအရ ချိန်ညှိရန် အကြံပြုထားသည်။
2.3 အခြေခံပစ္စည်း ကွေးခြင်း-
လှိမ့်နေစဉ်အတွင်း အခြေခံပစ္စည်းတွင် ထုတ်ပေးသော အတွင်းစိတ်ဖိစီးမှုကို ဖြစ်နိုင်ချေ ကျန်ရှိသောဖိစီးမှုဟုခေါ်သည်။ အလျားလိုက်ဖြတ်လိုက်ပြီးနောက် ဖိစီးမှုဟန်ချက်ပျက်သွားခြင်းသည် သံမဏိအမြှေးပါးများကို ကွေးညွှတ်သွားစေနိုင်သည်။ ထို့ကြောင့် အရည်အသွေးမြင့်ကုန်ကြမ်းများကို ရွေးချယ်ခြင်းနှင့် လူးပတ်ခြင်းလုပ်ငန်းစဉ်ကို ကောင်းမွန်အောင်ပြုလုပ်ခြင်းသည် အရေးကြီးသောဖြေရှင်းချက်ဖြစ်သည်။
2.4 မကိုက်ညီသော Burrs သို့မဟုတ် အနားများ-
ကွိုင်လုပ်နေစဉ်အတွင်း ပန်းကန်ပြားအထူသည် ပိုကြီးပါက၊ ၎င်းသည် ပိုကြီးသော coil အချင်းကို ဖြစ်ပေါ်စေပြီး တံပိုးပုံသဏ္ဍာန် ကွေးသွားမည်ဖြစ်သည်။ ၎င်းကိုဖြေရှင်းရန်၊ သင့်လျော်သောအထူရှိသောစာရွက်ကို တစ်ဖက်တွင်ထည့်နိုင်သည် သို့မဟုတ် ဖြတ်ခြင်းလုပ်ငန်းစဉ်ကို လက်ခံနိုင်သည်။
2.5 လှိုင်းတွန့်အစွန်းများ-
coiling လုပ်ငန်းစဉ်အတွင်း၊ burrs များရှိနေခြင်းသည် သံမဏိအမြှောင်၏အစွန်းတွင် အထူကို တိုးလာစေပြီး အစွန်းများကို ရှည်စေသည်။ သတ္တုဖြတ်စက်၏လည်ပတ်မှုအတွင်း ဘေးတိုက်ဖိအားကိုလျှော့ချရန် အလျားလိုက်ရှင်းလင်းမှုကို တိုးမြှင့်ရန်လိုအပ်သည်။ ထို့အပြင်၊ ဖြတ်တောက်ခံရသည့် ပစ္စည်းအတွက် သင့်လျော်သော ဓါးသွားများကို အသုံးပြု၍ ဓါးများ ဝတ်ဆင်ခြင်းကို လျှော့ချပေးခြင်းသည်လည်း ဤပြဿနာကို ဖြေရှင်းရန် ကူညီပေးပါသည်။
3.1 Blades မှဖမ်းမိခြင်း။
ကျဉ်းမြောင်းသော သံမဏိပြားကို လှီးဖြတ်သည့်အခါ၊ လက်ချောင်းပုံသဏ္ဍာန် ဖိအားပန်းကန်သည် အပြင်ဘက် ဓါးသွားနှစ်ခုကြား ကွာဟချက်ကို အပြည့်မဖြည့်ပါက၊ အပြင်ဘက် ဓါးသွားနှစ်ချောင်းက စတီးပြားကို ဖမ်းမိနိုင်ပြီး ပါးသွားနိုင်သည်။ ဤပြဿနာကို ကာကွယ်ရန် ထိရောက်သော နည်းဗျူဟာမှာ ပွတ်တိုက်မှုကို လျှော့ချရန် ဓါးသွားများကို အပြားလိုက် ဖိအားပြားတစ်ခုဖြင့် အပြင်ဘက် ဓါးသွားများကြား ကွာဟချက်ကို ဖြည့်ရန်နှင့် ပွတ်တိုက်မှုကို လျှော့ချရန်အတွက် ရေနံဆီအား ဓါးသွားများတွင် ပုံမှန်အသုံးပြုကြောင်း သေချာစေရန် ဖြစ်သည်။
3.2 Winding Drum မေးရိုးတွင် တွန့်ခြင်း။
သတ္တုဖြတ်စက်များတွင်၊ ပထမအကွေ့အကောက်များအတွင်း စတီးအမြှေးပါးများနှင့် တင်းတင်းကျပ်ကျပ် အံမဝင်ပါက၊ နောက်ဆက်တွဲအကွေ့အကောက်များအတွင်း ခေါက်ရိုးများ ဖြစ်ပေါ်နိုင်သည်။ ယင်းကိုရှောင်ရှားရန်၊ အကွေ့အကောက်များသော ဒရမ်မေးရိုးကို ပုံမှန်စစ်ဆေးသင့်ပြီး အကွေ့အကောက်အစတွင် စတီးပြားကို ဒရမ်နှင့် လုံလုံခြုံခြုံ တင်းတင်းကျပ်ကျပ် ကပ်ထားကြောင်း သေချာစေရမည်။
4.1 ဖိအားပြားများကြောင့် ဖြစ်ပေါ်လာသော ဓါးအမှတ်အသားများ
ဖိအားပြား၏ အမြင့်သည် လမ်းညွန်ပန်းကန်ပြားနှင့် မကိုက်ညီပါက၊ ၎င်းသည် သံမဏိပြားပေါ်တွင် ဖိအားများလွန်ကဲစေကာ ဓါးအမှတ်အသားများကို ဖြစ်ပေါ်စေနိုင်သည်။ ထို့ကြောင့် လမ်းညွန်ပန်းကန်၏ အမြင့်နှင့် ကိုက်ညီမှုရှိစေရန် ဖိအားပန်းကန်၏ အမြင့်ကို ပုံမှန်စစ်ဆေးပြီး ချိန်ညှိသင့်သည်။
4.2 Blade Pressure Plate ၏တုန်ခါမှု
ဓါးပြားဖိအားပြားသည် အပေါ်နှင့်အောက် တုန်ခါသောအခါ၊ ၎င်းသည် ဓါးအမှတ်အသားများကိုလည်း ဖြစ်စေနိုင်သည်။ ဤဓါးအမှတ်အသားများသည် အများအားဖြင့် ပြတ်တောက်နေပြီး အဓိကအကြောင်းအရင်းများတွင် ဗိုင်းလိပ်တံကွေးခြင်း၊ ဓါးနှင့် ဗိုင်းလိပ်တံကြားတွင် အလွန်အကျွံရှင်းလင်းခြင်းနှင့် ဓါး၏အခြားတစ်ဖက်ရှိ သတ္တုအပျက်အစီးများကို မီးရှို့ခြင်း တို့ပါဝင်သည်။ ဗိုင်းလိပ်တံ အခြေအနေကို စစ်ဆေးခြင်းနှင့် ဓါးသွားများကို သန့်ရှင်းအောင်ထားခြင်းဖြင့် ဓါးအမှတ်အသားများ ဖြစ်ပေါ်ခြင်းကို ထိရောက်စွာ လျှော့ချနိုင်ပါသည်။
သတ္တုဖြတ်တောက်ခြင်းလိုင်းများနေ့စဉ်အသုံးပြုနေစဉ်အတွင်း ပြဿနာအမျိုးမျိုးကို မလွဲမသွေကြုံတွေ့ရသော်လည်း စေ့စပ်သေချာစွာ စစ်ဆေးခြင်းနှင့် ပြုပြင်ထိန်းသိမ်းခြင်းမှတစ်ဆင့် ပြဿနာများစွာကို ရှောင်ရှားနိုင် သို့မဟုတ် လျော့ပါးသွားနိုင်ပါသည်။ ဘုံပြဿနာများနှင့် သတ္တုဖြတ်စက်များအတွက် ၎င်းတို့၏ဖြေရှင်းနည်းများကို နားလည်သဘောပေါက်ပြီး ကျွမ်းကျင်စွာနားလည်ခြင်းဖြင့် အသုံးပြုသူများသည် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်များကို အကောင်းဆုံးဖြစ်အောင်နှင့် အလုပ်စွမ်းဆောင်ရည်ကို မြှင့်တင်ပေးနိုင်ပါသည်။ KINGREAL STEEL SLITTER သည် အထက်ဖော်ပြပါ အကြံပြုချက်များသည် သင့်သတ္တုအဆက်ဖြတ်ခြင်းကြိုးကို အသုံးပြုရာတွင် သင့်အတွက် အဖိုးတန်သော ကိုးကားချက်ဖြစ်မည်ဟု မျှော်လင့်ပြီး ၎င်း၏ စဉ်ဆက်မပြတ်နှင့် ထိရောက်သော လည်ပတ်မှုကို သေချာစေသည်။ သင့်တွင်မေးခွန်းများရှိပါက၊ KINGREAL STEEL SLITTER သို့ဆက်သွယ်မေးမြန်းရန်အခမဲ့ခံစားရပါ။