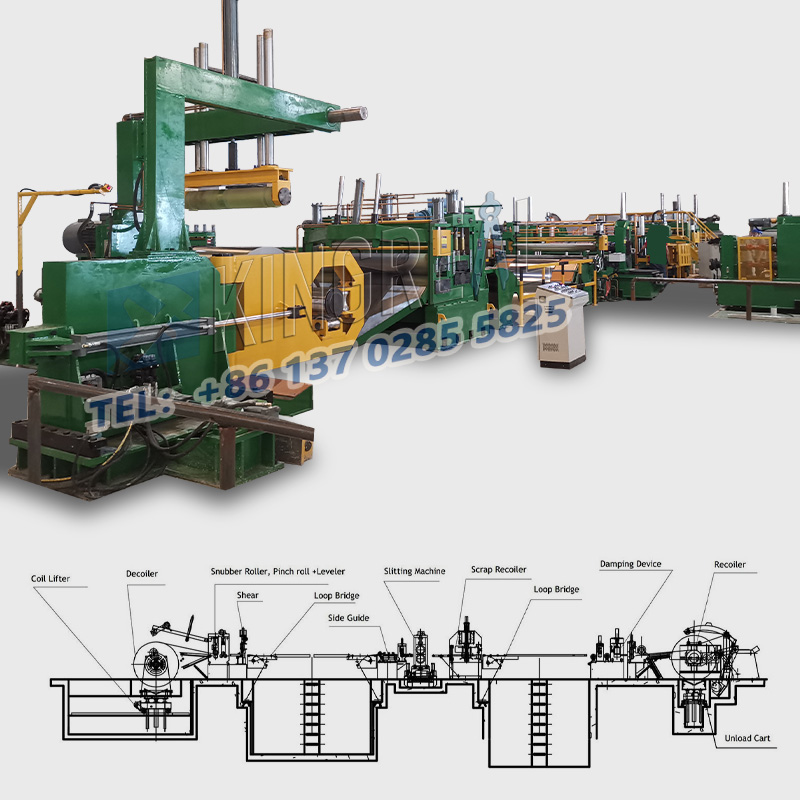
metal coil processing နယ်ပယ်တွင်၊သံမဏိအမြှောင်းလှီးဖြတ်စက်များသံမဏိ၊ အလူမီနီယမ်၊ ကာဗွန်သံမဏိနှင့် ဆီလီကွန်စတီးတို့ကဲ့သို့သော သတ္တုကွိုင်များကို အလျားလိုက်အလျားလိုက် အညီအညွတ်ပြုလုပ်ရန် အသုံးပြုကြသည်။ ကျဉ်းမြောင်းသော strips များ၏အတိုင်းအတာတိကျမှု၊ ဖြတ်တောက်မှုချောမွေ့မှုနှင့် burrs သို့မဟုတ် camber ၏တည်ရှိမှုသို့မဟုတ်မရှိခြင်းအားလုံးကိုသံမဏိအမြှေးပါးအလျားလိုက်အလျားလိုက်အလျားလိုက်၏အပေါ်နှင့်အောက်ဓါးသွားများအကြားရှင်းလင်းမှုမှတိုက်ရိုက်ဆုံးဖြတ်သည်။
နေ့စဉ်ထုတ်လုပ်မှုတွင် ကွိုင်၏အထူကို ပြောင်းလဲခြင်း သို့မဟုတ် ကွဲပြားသော မာကျောသည့်ပစ္စည်းများကို အသုံးပြုသည့်အခါတိုင်း အော်ပရေတာသည် သံမဏိအမြှောင်းလှီးစက်၏ ဓါးကင်းရှင်းမှုကို တပြိုင်နက်တည်း ချိန်ညှိရမည်ဖြစ်သည်။
သင့်လျော်သောဓါးဖြင့်ရှင်းလင်းခြင်းသည် သံမဏိအမြှေးပါးအလျားလိုက်လိုင်းအား ချောမွေ့သော၊ burr-ကင်းသောဖြတ်တောက်မှုများနှင့် တူညီသောအပိုင်းဖြတ်ပိုင်းအလွှာများနှင့်အတူ မြင့်မားသောတိကျပြတ်သားသော ကျဉ်းမြောင်းသောအမြှောင်းများကို ဖြတ်တောက်နိုင်စေပါသည်။ မသင့်လျော်သောရှင်းလင်းရေးတန်ဖိုးများသည် အစွန်းများကို ကောက်ခြင်း၊ ဓါးပြားရိုက်ခြင်း၊ အမြှေးပါးခြင်း နှင့် အစွန်း burrs များစုပုံခြင်းကဲ့သို့သော ထုတ်လုပ်မှုဆိုင်ရာ ချို့ယွင်းချက်များစွာကို ဖြစ်ပေါ်စေလိမ့်မည်။ ဤဆောင်းပါး၊ KINGREAL STEEL SLITTER သည် ချိန်ညှိမှုယုတ္တိ၊ လက်တွေ့ကျသောနည်းလမ်းများနှင့် သံမဏိအမြှေးလှီးဖြတ်စက်များ၏ ဓါးရှင်းလင်းခြင်းအတွက် ကန့်သတ်ချက်သတ်မှတ်ချက်များကို အပြည့်အဝရှင်းပြရန် လက်တွေ့ကျသောအတွေ့အကြုံကို ပေါင်းစပ်ပေးပါမည်။

သံမဏိ Strip လှီးဖြတ်စက်များတွင် Blade Clearance နှင့် Strip Precision အကြားဆက်စပ်မှု
သံမဏိအမြှောင်းလှီးဖြတ်စက်၏ ဓါးရှင်းလင်းရေးသည် စက်ဝိုင်းပုံဖြတ်ထားသော ဓါးသွားများ အပေါ်ပိုင်းနှင့် အောက်ပိုင်း ကန့်လန့်ဖြတ်ထားသောအခါတွင် ကျန်ခဲ့သော အချင်းများကွာဟမှုကို ရည်ညွှန်းသည်။ ဤတန်ဖိုးသည် ပုံသေကိန်းသေမဟုတ်သော်လည်း စီမံဆောင်ရွက်ထားသော ပစ္စည်းအထူနှင့် မာကျောမှု၏ ပင်မကိန်းကွဲနှစ်ခုဖြင့် ပြောင်းလဲနေသည်။ ဤအချက်နှစ်ချက်သည် ဖြတ်ခြင်း၏အရည်အသွေးကို တိုက်ရိုက်ဆုံးဖြတ်သည်။steel strip slitting လိုင်း.
1. ပစ္စည်းအထူ
ပြုပြင်ပြီးသား ကွိုင်၏အထူသည် ပြောင်းလဲသွားသောအခါ၊ သံမဏိအမြှောင်းလှီးဖြတ်စက်၏ ဓါးရှင်းလင်းရေးကို လိုက်လျောညီထွေဖြစ်အောင် ချိန်ညှိရပါမည်။ သံမဏိအမြှေးပါး အဆက်ဖြတ်ခြင်းလိုင်းသည် ထူသောသတ္တုပြားများကို လုပ်ဆောင်ပါက၊ ဓါးရှင်းလင်းခြင်းအား သင့်လျော်စွာ တိုးမြှင့်သင့်သည်။ သေးငယ်လွန်းသောရှင်းလင်းခြင်းသည် အပေါ်နှင့်အောက် ဓါးသွားများကို စာရွက်ပစ္စည်းကို အတင်းညှစ်စေပြီး ဓါးကိုယ်ထည်ပေါ်ရှိ ဝန်ကို ချက်ခြင်းတိုးစေကာ ဓါးကျိုးခြင်းနှင့် ဖြတ်ရှပ်၏ ပုံပျက်ခြင်းတို့ကို လွယ်ကူစွာဖြစ်ပေါ်စေနိုင်ပြီး စတီးအမြှောင်လှီးဖြတ်စက်၏ ဖြတ်တောက်ခြင်းနှင့် ဗိုင်းလိပ်တံများ၏ ဝန်ဆောင်မှုသက်တမ်းကို သိသိသာသာတိုစေပါသည်။
အပြန်အလှန်အားဖြင့်၊ သံမဏိအမြှေးပါးအလျားလိုက်လိုင်းသည် ပါးလွှာသောပစ္စည်းများကိုလုပ်ဆောင်ခြင်းသို့ကူးပြောင်းသောအခါ၊ ဓါးရှင်းလင်းခြင်းအား လျှော့ချရမည်ဖြစ်သည်။ ရှင်းလင်းချက်အလွန်ကြီးပါက၊ စာရွက်ပစ္စည်းများကို ဓါးသွားများဖြင့် လုံး၀ဖြတ်၍မရပါ၊ ရိတ်နေစဉ်အတွင်း ပစ္စည်းအနားများ စုတ်ပြဲသွားမည်ဖြစ်ပြီး၊ အချောထည်အမြှေးပါးနှစ်ဖက်စလုံးတွင် burrs အများအပြားပေါ်လာပါမည်။ ပြင်းထန်သောအခြေအနေများတွင်၊ ကျဉ်းမြောင်းသောအမြှေးပါးတစ်ခုလုံးသည် အတိုင်းအတာခံနိုင်ရည်များကျော်လွန်ပြီး ရေစုန်ပုံသွင်းခြင်း၊ ကွေးညွှတ်ခြင်းနှင့် ဖွဲ့စည်းခြင်းလုပ်ငန်းစဉ်များ၏ လိုအပ်ချက်များကို ပြည့်မီခြင်းမရှိပေ။
အထူ 0.1 မီလီမီတာအောက်ရှိသော အလွန်ပါးလွှာသော သတ္တုပြားများအတွက်၊ သတ္တုဖြတ်တောက်ခြင်းစက်၏ သီအိုရီအရ ဓါးကွာဟချက်သည် သုညနီးပါးဖြစ်ပြီး တိကျစွာဖြတ်ရန် ဓါးသွားများ၏ မိုက်ခရိုချိတ်ဆက်မှုအပေါ် မူတည်သည်။
2. Material Hardness နှင့် Tensile Strength
မတူညီသော သတ္တုများသည် ဆန့်နိုင်အားနှင့် မာကျောမှုတွင် သိသာထင်ရှားသော ကွာခြားချက်များကို တွေ့ရှိရသောကြောင့် သံမဏိအမြှောင်းလှီးစက်များအတွက် သင့်လျော်သော ဓါးကွက်များ ကွာဟချက်သည် လုံးဝကွဲပြားပါသည်။ ထူထဲသော ကာဗွန်သံမဏိ၊ သံမဏိ၊ သံမဏိနှင့် ဆီလီကွန်စတီးတို့ကဲ့သို့သော မာကျောသော၊ ဆန့်နိုင်စွမ်းအားမြင့် ပစ္စည်းများသည် သိပ်သည်းသော မော်လီကျူးဖွဲ့စည်းပုံများနှင့် ရိတ်ခြင်းကို ခံနိုင်ရည်ရှိ၍ သံမဏိအမြှေးပါးအလျားလိုက် လိုင်းများတွင် ဓါးကွာဟချက် ကြီးမားရန် လိုအပ်ပါသည်။ အလူမီနီယမ်စစ်စစ်နှင့် ပါးလွှာသော အလူမီနီယမ်စာရွက်များကဲ့သို့သော ပျော့ပျောင်းသော၊ ခိုင်ခံ့မှုနည်းသောပစ္စည်းများသည် မြင့်မားသောပလတ်စတစ်နှင့် ပါးလွှာခြင်းများကို ခံနိုင်ရည်ရှိသောကြောင့် စတီးအမြှောင်းလှီးဖြတ်စက်များတွင် ဓါးကွက်လပ်များကို သင့်လျော်စွာသေးငယ်အောင်ပြုလုပ်နိုင်စေပါသည်။
သတ္တုဖြတ်တောက်ခြင်း၏ ရူပနိယာမသည် သန့်စင်သောဖြတ်တောက်ခြင်းမဟုတ်သော်လည်း ဓါးဖြင့်ဖိအားအောက်တွင် စာရွက်ပစ္စည်းများ၏ တစ်စိတ်တစ်ပိုင်း ဖြတ်တောက်ခြင်းနှင့် ဆန့်နိုင်အားကွဲထွက်ခြင်းသာဖြစ်သည်။ ပိုမိုမာကျောသောပစ္စည်းများသည် ချောမွေ့သောအပိုင်းကိုရရှိရန် ပိုမိုကြီးမားသောကွာဟချက်လိုအပ်ပြီး ပလပ်စတစ်အရိုးကျိုးမှုအချိုးအစားပိုမိုမြင့်မားသည်။ ပျော့ပျောင်းသော အလူမီနီယမ်သည် ကြီးမားသော ပလပ်စတစ်ပုံသဏ္ဍာန်ကို ပြသသည်၊ အလွန်အကျွံ ကွာဟချက် များသည် ပစ္စည်းကို ထုတ်ယူခြင်း၊ တောက်ပြောင်ခြင်း နှင့် ကောက်ကြောင်း ချွတ်ယွင်းခြင်းများ ဖြစ်စေနိုင်သည်။
သံမဏိ Strip Slitting Line ၏ Blade Gap အတွက် Standard Adjustment Method
လောလောဆယ်မှာ ပင်မရေစီးကြောင်းအများစုသံမဏိအမြှောင်းလှီးဖြတ်စက်များစျေးကွက်တွင် blade gap ကိုတိကျသောထိန်းချုပ်မှုအောင်မြင်ရန်တိကျသော shims များကိုမှီခိုသည်။ မတူညီသောအထူရှိသော shims နှင့် bush များကိုပေါင်းထည့်ခြင်း သို့မဟုတ် ဖယ်ရှားခြင်းဖြင့်၊ အပေါ်နှင့်အောက် cutter shaft blades များကြားရှိ radial ကွာဟမှုကို တိကျစွာထိန်းချုပ်ပါသည်။ ပြီးပြည့်စုံသော ချိန်ညှိမှုလုပ်ငန်းစဉ်တွင် အဓိကလုပ်ဆောင်မှုလေးခု ပါဝင်သည်-
(၁) Shim ကို Basic Gap နှင့် ယှဉ်ပါ။
တရားဝင်ဖြတ်တောက်ခြင်းမပြုမီ၊ လိပ်၏ပစ္စည်းနှင့်အထူကို ဦးစွာအတည်ပြုပါ၊ ကွာဟမှုအတိုင်းအတာသတ်မှတ်ချက်ဇယားအရ အခြေခံကွာဟမှုတန်ဖိုးကိုရွေးချယ်ပါ၊ ထို့နောက် ဖြတ်တောက်ခြင်းရှပ်နှင့် သံမဏိအမြှေးပါးအလျားလိုက်မျဉ်း၏နှစ်ဖက်စလုံးတွင် ပေါင်းစည်းရန် သက်ဆိုင်ရာအထူ၏တိကျမှုကိုရွေးချယ်ပါ။ ရိတ်ခြင်းလုပ်ငန်းစဉ်အတွင်း သံမဏိအမြှေးပါးအလျားလိုက် စက်ဓါးများကို အတိအကျလိုက်ဖက်ညီစေပြီး တစ်ဖက်သတ်ထုတ်ယူခြင်း၊ ကွဲအက်ခြင်းနှင့် အနားသတ်များ ကောက်ကြောင်းများကို ကာကွယ်ပေးသည်။ ၎င်းသည် ဓားပြားဝတ်ဆင်မှုကို သိသိသာသာ လျှော့ချပေးပြီး ဖြတ်စက်တစ်ခုလုံး၏ ဝန်ဆောင်မှုသက်တမ်းကို တိုးစေသည်။
(၂) ကြိတ်ခွဲခြင်းနှင့် ဓါး၏ အာရုံစူးစိုက်မှုကို ပြုပြင်ခြင်း။
သံမဏိအမြှေးပါးများကို အဆက်ဖြတ်ခြင်းကြိုးကို ပြင်းထန်မှုအကြာကြီးအသုံးပြုပြီး တစ်ဖက်တွင် ဓါးသွားများ ထိမှန်ပါက ဓါး၏ဗဟိုချုပ်ကိုင်မှုသည် ဟန်ချက်မညီတော့ပါ။ shim သတ်မှတ်ချက်များ မှန်ကန်သော်လည်း၊ လည်ပတ်နေစဉ်အတွင်း blade gap သည် အပြောင်းအလဲရှိပါမည်။ ဤချွတ်ယွင်းချက်အမျိုးအစားကို shims သုံးပြီး ချိန်ညှိ၍မရပါ။ ဓါးသွားတစ်အုပ်လုံးကို သံမဏိအခြမ်းဖြတ်စက်၏ ဖြတ်ညှပ်ရိုးမှ ခွဲထုတ်ရန် လိုအပ်ပြီး ပြန်လည်ကြိတ်ခြင်းနှင့် ပြင်ပကြိတ်ခြင်းအတွက် ပရော်ဖက်ရှင်နယ်ကြိတ်စက်သို့ ပေးပို့ကာ ဓါး၏စုစည်းမှုကို ပြုပြင်ပေးကာ shim gap ကို မပြင်ဆင်မီ စတီးပြားအလျားလိုက်လိုင်းပေါ်တွင် ပြန်လည်တပ်ဆင်ရန် လိုအပ်ပါသည်။
(၃) ဟန်ချက်မညီသော အဖြတ်အတောက်များကို ပြုပြင်ခြင်း။
စတီးအမြှောင်းလှီးဖြတ်စက်၏ အပေါ်ပိုင်းနှင့် အောက်ပိုင်းဖြတ်အရိုးများသည် အချိန်ကြာမြင့်စွာ ဖြတ်တောက်ခံရသည့် အကျိုးသက်ရောက်မှုများကြောင့် အနည်းငယ်ကွေးညွှတ်သွားကာ မျက်နှာပြင်မညီညာမှုကို ဖြစ်စေသည်။ ရှပ်လှည့်နေစဉ်အတွင်း ဓါးကွာဟချက်သည် အခါအားလျော်စွာ ရွေ့လျားသွားကာ ပြီးသွားသော အမြှေးပါးတစ်ဖက်နှင့် အခြားတစ်ဖက်တွင် ချောမွေ့စွာ ဖြတ်တောက်ခြင်းကို ဖြစ်ပေါ်စေသည်။ ၎င်းကိုဖြေရှင်းရန်၊ စက်ကိုရပ်ထားသင့်သည်၊ သံမဏိအမြှေးပါးအလျားလိုက်လိုင်း၏ဖြတ်တောက်ခြင်းစည်းကိုဖြုတ်လိုက်သည်၊ ရှပ်ကိုယ်ထည်မြေပြင်ပေါ်ရှိ စုတ်ပြဲနေသောနေရာများကို ပြုပြင်ပေးပြီး၊ လည်ပတ်ခြင်းကြောင့်ဖြစ်ပေါ်လာသောကွာဟချက်အတက်အကျများကိုဖယ်ရှားပစ်ရန် ဖြတ်တောက်ထားသောချိန်ခွင်လျှာကို ချိန်ညှိထားသည်။
(၄) Bushings ဖြင့် Shearing Gap ကို တည်ငြိမ်စေခြင်း။
Shims နှင့် separator bushings များသည် steel strip slitting machine ရှိ ကွာဟချက်ကို ချိန်ညှိရန်အတွက် core auxiliary အစိတ်အပိုင်းများဖြစ်သည်။ ဖြတ်တောက်ထားသော ဓါးများအုပ်စုတစ်ခုစီ၏ နှစ်ဖက်စလုံးတွင် တပ်ဆင်ထားသောကြောင့် ၎င်းတို့သည် ဓါးသွားများကို တိကျစွာခွဲထုတ်နိုင်ပြီး အုပ်စုတစ်ခုချင်းဖြတ်တောက်ခြင်းကွာဟချက်ကို ထိန်းချုပ်နိုင်ပြီး အပေါ်နှင့်အောက် ဓါးသွားများ၏ အလျားလိုက်အပြိုင်ကို ထိန်းသိမ်းနိုင်သည်။ ခိုင်ခံ့မြင့်မားသော သံမဏိ gaskets များနှင့် bushings များသည် တပ်ဆင်ပြီးနောက် ဓါးများ ခြစ်ခြင်းနှင့် တိုက်မိခြင်းမှ ကာကွယ်ပေးပြီး မြင့်မားသော တောင့်တင်းမှုကို ပေးပါသည်။ ၎င်းတို့သည် သံမဏိအမြှေးပါး အဖြတ်အတောက်များ ဖြတ်တောက်ခြင်းလိုင်း၏ ညှပ်ရိုးတစ်ခုလုံးရှိ အများအပြားဖြတ်တောက်ထားသော ဓါးသွားများကြား တစ်ပြေးညီ အကွာအဝေးကို သေချာစေပြီး၊
သံမဏိ Strip Slitting Lines များ၏ Blade Gap Parameters များအတွက် Standard Setting Specifications
blade gap ကို သတ်မှတ်ခြင်းအတွက် အဓိက ရည်ညွှန်းချက်သံမဏိအမြှောင်းလှီးဖြတ်စက်များပြုပြင်ပြီးသောပစ္စည်း၏ အထူ၊ မာကျောမှုနှင့် ဆန့်နိုင်အားဖြစ်သည်။ အောက်ဖော်ပြပါ ဇယားသည် စတီးအမြှောင်းကြိုးများဖြင့် တွဲဖက်အသုံးပြုနိုင်သော အသုံးများသော သတ္တုအမျိုးမျိုးအတွက် စံကွာဟချက်ကို ပြသသည်-
|
အထူ |
အစွန်းခံသံမဏိ |
အလူမီနီယံ |
သံမဏိ |
ကာဗွန်သံမဏိ |
Silicon Steel |
| <0.1mm |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4mm |
၁၀-၁၅ |
၈-၁၂ |
၈-၁၂ |
၁၄-၂၀ |
၈-၁၀ |
| 0.5-1.0mm |
၁၂-၁၈ |
၁၀-၁၅ |
၁၀-၁၅ |
၁၈-၂၅ | / |
| 1.0mm |
၁၅-၂၀ | ၁၂-၁၈ | ၁၂-၁၈ | ၁၈-၂၅ |
/ |
သံမဏိအကွက်လှီးဖြတ်စက်တွင် ဓါးကွာဟချက်ကို ချိန်ညှိခြင်းသည် ချောကွိုင်အလျားလိုက် ထုတ်ကုန်၏ အရည်အသွေးကို ထိန်းချုပ်ရန်အတွက် အဓိကလုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ ကွာဟချက်တန်ဖိုး၏ တိကျသောကိုက်ညီမှုသည် သံမဏိအမြှေးပါးအလျားလိုက်လိုင်း၏ ထုတ်လုပ်မှုစွမ်းဆောင်ရည်၊ ကိရိယာတန်ဆာပလာနှင့် ကုန်ချောအရည်အသွေးနှုန်းကို တိုက်ရိုက်အကျိုးသက်ရောက်သည်။ သံမဏိအမြှောင်းလှီးဖြတ်စက်၏နေ့စဉ်လည်ပတ်နေစဉ်အတွင်း၊ အော်ပရေတာများသည် ပစ္စည်းနှင့်အထူနှင့်သက်ဆိုင်သည့်ကွာဟချက်ဘောင်များကိုအလွတ်ကျက်ရမည်ဖြစ်ပြီး၊ မှန်ကန်စွာချိန်ညှိရန်အတွက်တိကျသော shims ကိုအသုံးပြုကာ burrs၊ chipping နှင့် dimensional deviations ကဲ့သို့သောထုတ်လုပ်မှုကျရှုံးမှုများကိုလျှော့ချရန်အတွက် blades နှင့် cutter shaft ကိုပုံမှန်စစ်ဆေးရပါမည်။
ပိုမိုသိရှိလိုပါကအပေါ်steel strip slitting လိုင်းခန့်အပ်ခြင်း၊ ကိရိယာရွေးချယ်ခြင်း၊ ကွိုင်လုပ်ဆောင်ခြင်းဆိုင်ရာ အကြံပြုချက်များ၊ သို့မဟုတ် သံမဏိ၊ ကာဗွန်သံမဏိနှင့် အလူမီနီယမ်တို့အတွက် သင့်လျော်သော အလိုအလျောက်သံမဏိအကန့်ခွဲစက်များကို စိတ်ကြိုက်ပြင်ဆင်ရန် KINGREAL STEEL SLITTER ကို တိုက်ရိုက်ဆက်သွယ်ပါ။